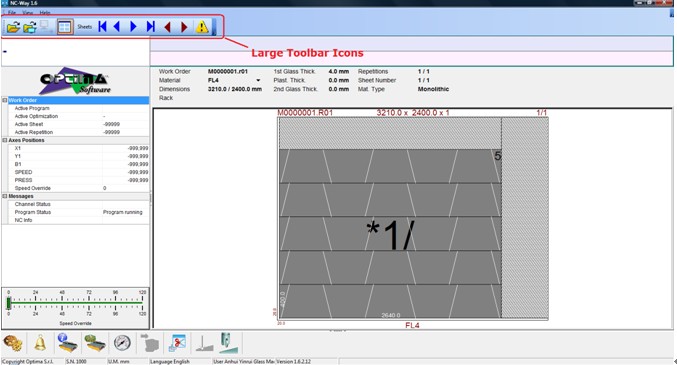
1)工具条
NC-Way的操作界面也增加了大图标选项,允许用户选择定制更方便的操作界面。
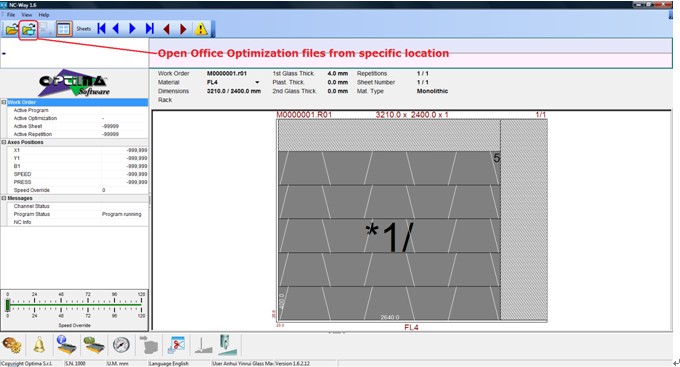
2)Z01格式文件打开更容易
由于有时需要打开由办公室软件Opty-Way 或 Opty-One创建的优化结果,我们增加了一个特殊的按钮,可以方便的打开我们存储在特定位置的Z01文件。
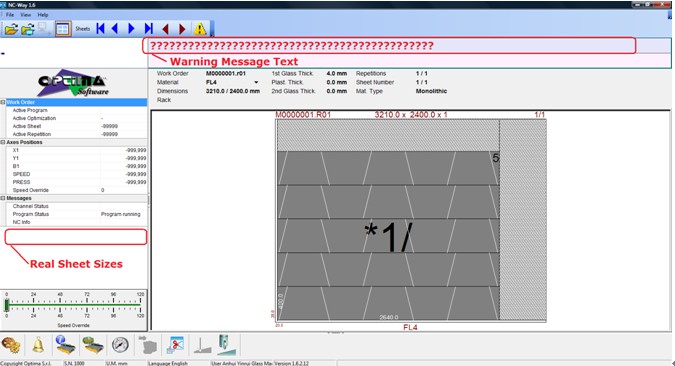
3)原片尺寸激光识别功能
通过Tecnos数控系统和PLC程序,现在可以使用激光自动读取原片尺寸 , 当激光读取的尺寸超出设定的误差值时,设备暂停并且在NC-Way的操作界面上出现提示信息,这时操作者可以决定继续切割或停止执行程序。
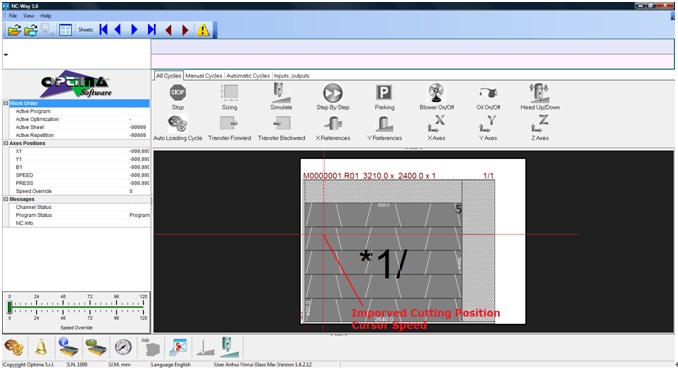
4)改进了切割路径的显示速度
切割刀轮的路径显示速度比以前版本的NC-Way有明显的提高,这将为稍后推出的以不同颜色实时显示切割路径提供了更好的效果。
5)回程误差修正
一个新的参数允许对X轴方向的回程误差进行修正,(编码器始终在记录行程,但是横梁没有移动),这一参数允许输入正的正的数值或负的数值。 这一数值参与到切割头的行程计算,如果切后发现玻璃小了,就需要输入正值;相反输入负值。 (通常需要输入一个正式以修正回程误差)
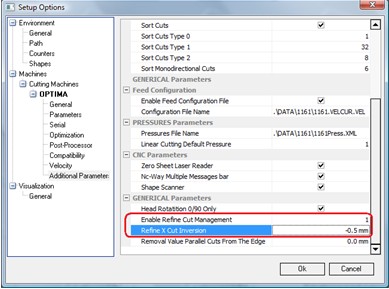
设定“允许重新定义切割移动”为“1” 就激活这一功能,(设成“0”是关闭这一功能),并在“定义X方向切割修正”中输入相应的数值
提示:异形切割不能够被修正,这一参数只适用于直线切割
6)安全距离内不切割
由于优化中没有最小的安全距离或X2/Y2修边,我们现在可以实现从边沿起到设定数值的距离内所有平行于边沿的切割线将被自动移除。避免了安全距离内的切割。
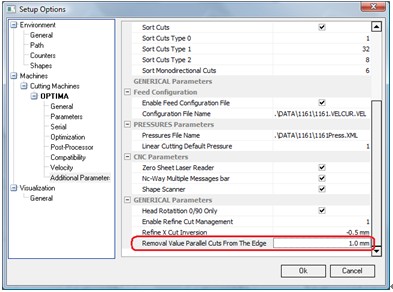
在“安全距离设定值”中输入期望的数值
提示:对于异形切割,安全距离内的切割线将不能被移除,这一参数只适用于直线切割。
7)改进了中文翻译
所有的信息和参数现在都被正确的翻译成了简体中文。



